ÜRÜN DETAYLARI
DTY, denyeye bağlı olarak tipik olarak 1,5 kg ila 5 kg net ağırlık aralığında hassas çapraz sarımlı paketlere sarılır. Bobin sarım geometrisi (enine açı, sarma oranı), örgü ve dokuma makinesi hızlarında cağlıktan istikrarlı bir şekilde açılmayı sağlamak için kontrol edilir. Paketler, depolama ve nakliye sırasında kirlenmeyi ve OPU buharlaşmasını önlemek için ayrı ayrı torbalanır veya karton ambalajlanır.
| ÖĞE | SPEC | YARI-MAT | PARLAK |
|---|---|---|---|
| FDY | 30D/12F/24F | • | • |
| 50D/12F/24F/48F | • | • | |
| 75D/36F/72F | • | • | |
| 90D/36F/48F | • | • | |
| 100D/36F/48F/72F/96F | • | • | |
| 120D/36F/48F/96F | • | • | |
| 150D/36F/48F/72F/96F/144F/288F | • | • | |
| 200D/48F/72F/96F/144F | • | • | |
| 250D/72F/96F/122F/144F | • | • | |
| 300D/72F/96F/144F | • | • | |
| 450D/144F/192F/216F | • | • | |
| 600D/144F/192F | • | • | |
| POY ve DTY | 15D/12F | • | • |
| 30D/12F/24F | • | • | |
| 50D/12F/36F/48F | • | • | |
| 75D/36F/48F/72F/144F | • | • | |
| 100D/36F/72F/144F | • | • | |
| 120D/36F/72F/144F | • | • | |
| 150D/36F/48F/72F/96F/144F/192F/288F | • | • | |
| 200D/72F/96F/144F | • | • | |
| 250D/72F/96F/144F | • | • | |
| 300D/72F/96F/144F/192F | • | • | |
| 450D/144F/192F/216F/288F/432F | • | • | |
| 600D/144F/192F | • | • | |
| DTY | 600D/900D/1200D/1500D/1800D | • | • |
Ürünlerin kalitesini garanti etmek için, yurtiçinde ve yurtdışında ileri teknoloji ve ekipmanları aktif olarak tanıtıyor, devam eden teknolojik dönüşüm ve yenilikleri sürdürüyor, üretim seviyesini geliştiriyoruz. Şu ana kadar grup, Almanya gibi gelişmiş ülkelerden ve yerli tanınmış şirketlerden tanıtılan üretim ekipmanlarına sahip oldu ve ekipmanlarla eşleşen eksiksiz bir üretim hattı setine sahip oldu ve bu da yıllık 120.000 ton eğirme ve çekme tekstüre üretimine yol açtı. Grup, ISO9000 kalite belgelendirme sistemini ithal etti ve olgun bir kalite yönetimi sistemi kurdu. Mükemmel kalite her zaman gelişmiş ekipmanlardan ve mükemmel yönetimden gelir. Gruptaki anahtar üretim ekipmanlarının %80'inden fazlası Almanya'dan ve yerli ünlü işletmelerden getirilerek uluslararası birinci sınıf ekipman seviyesine ulaşıyor.

Tek ısıtıcılı DTY (SH-DTY), sahte büküm dokulandırma sırasında bir ısıyla ayarlanan bölge kullanarak daha yüksek kalan kıvrım enerjisini, daha fazla esnemeyi ve daha yüksek kaynatma büzülmesini korur. Esneme ve hacmin birincil performans gereksinimleri olduğu elastik yuvarlak örgü kumaşlar için tercih edilir. Çift ısıtıcılı DTY (DH-DTY), artık torku ve çekmeyi azaltan ikinci bir gevşetme ısıtıcısından geçerek dokuma kumaşlara ve ıslak işlemede kontrollü çekmenin gerekli olduğu uygulamalara uygun boyutsal olarak daha stabil bir iplik üretir.
Süprem kumaştaki tork, DTY filamentlerindeki kalan büküm enerjisinden kaynaklanır. Kumaş boyunca tek bir büküm yönü (tamamı S veya tamamı Z) kullanıldığında, dengesiz tork kuvvetleri kumaşın dönmesine veya eğrilmesine neden olur. Bu sorun, kumaş seviyesinde karşıt tork kuvvetlerini iptal eden ve boyutsal olarak stabil, torksuz süprem kumaş üreten S/Z dengeli DTY (cağlık üzerinde alternatif S ve Z büküm paketleri veya birbirine karışmış S/Z DTY kullanılarak) kullanılarak çözümlenir.
DTY örme kumaşlardaki boya çizgileri ve çubuklar tipik olarak paketler arasındaki kıvrım büzülme oranı (CCR) değişiminden, POY besleme ipliğindeki partiden partiye çift kırılma farklılıklarından veya tekstüre sırasında çekme homojenliğini etkileyen OPU tutarsızlığından kaynaklanır. Bu varyasyonlar, parça boyama sonrasında farklı ışık yansıtma ve boya alımına sahip filamentler üretir. POY besleme kalitesinin kontrol edilmesi ve DTY için sıkı CCR toleranslarının belirlenmesi, üretim kumaş işlerinde çubuk kusurlarının görülme sıklığını azaltır.
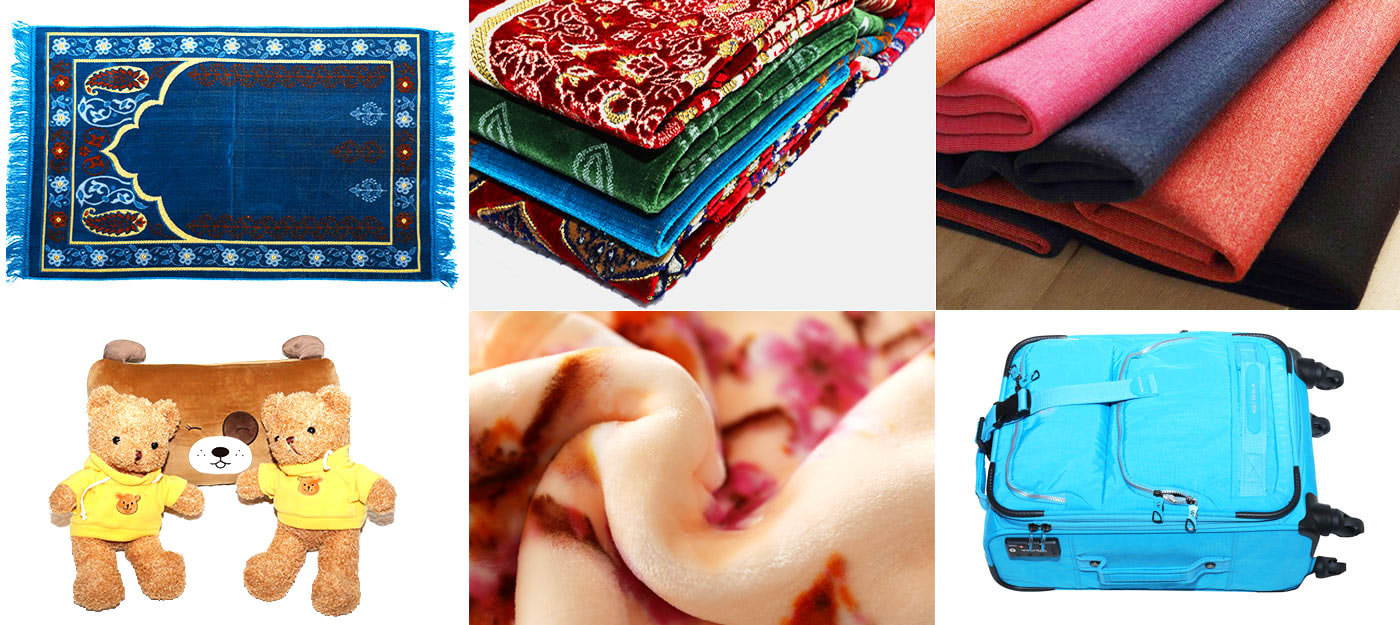
Çift ısıtıcılı DTY, şeftali tenli, fırçalanmış ve yumuşak tuşeli dokuma kumaş konstrüksiyonlarında hava jetli dokumada atkı olarak kullanılabilir. Bununla birlikte DTY, düz iplik atkısına kıyasla ayarlanmış hava basıncı ve atkı akümülatör gerginlik ayarlarını gerektiren FDY'den daha yüksek hacimli ve daha düşük doğrusal sertliğe sahiptir. Tek ısıtıcılı DTY, bitmiş kumaşta dolgu çubuğu kusurlarına neden olabilecek daha yüksek kalan çekme ve kıvrım enerjisi nedeniyle genellikle hava jetli atkı atımı için önerilmez.
28 gauge yuvarlak örgü makinelerinde üretilen standart spor giyim tek jarse veya interlok kumaşlar için, 75D/72f veya 100D/144f yarı mat DTY yaygın olarak belirtilir. Daha yüksek filaman sayıları (144f veya üzeri), filaman demeti boyunca daha iyi nem emici dağılıma sahip, daha ince, daha pürüzsüz bir kumaş yüzeyi üretir. Çift jarse veya polar zemin gibi daha ağır performans kumaşları için 150D/96f veya 150D/144f DTY, örgü yapısında gerekli kaplamayı ve hacmi sağlar.
GRS sertifikalı geri dönüştürülmüş PET besleme ipliğinden üretilen rDTY, sağlamlık, uzama, CCR, OPU ve geçmeli düğüm sayısı dahil olmak üzere işlenmemiş DTY'nin temel işleme parametrelerine uyacak şekilde tasarlanmıştır. Çoğu yuvarlak örgü ve dokuma uygulamasında rDTY, makine ayarlarında değişiklik yapılmadan işlenmemiş DTY'nin yerine kullanılabilir. Geri dönüştürülmüş PET çip renginin değişkenliği nedeniyle, partiden partiye küçük renk tutarlılığı farklılıkları rDTY'de daha değişken olabilir; bu genellikle rengin kritik olduğu kumaş programları için üretim öncesi boya denemeleri yoluyla yönetilir.
İlgili Ürünler
GERİ BİLDİRİM











Zhejiang Hengyuan Kimyasal Elyaf Grubu A.Ş. profesyonel bir Çin polyester DTY ipliği tedarikçileri ve polyester DTY ipliği şirketi, 2006 yılında kurulmuş olup, Çin'deki polyester iplik endüstrisinin merkezlerinden biri olan Hangzhou Xiaoshan YaQianKasabası'nda yer almaktadır.
Ürünler
İletişim Bilgileri
Telif Hakkı © Zhejiang Hengyuan Chemical Fiber Group Co.,Ltd. Tüm hakları saklıdır


















